
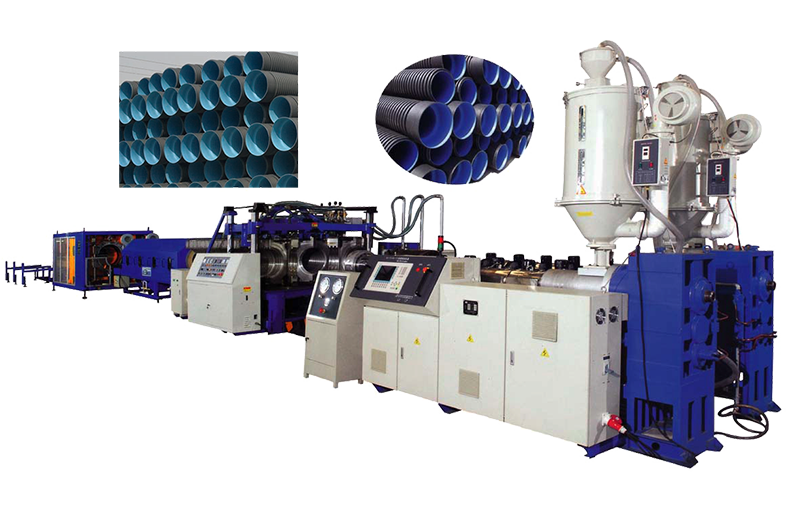
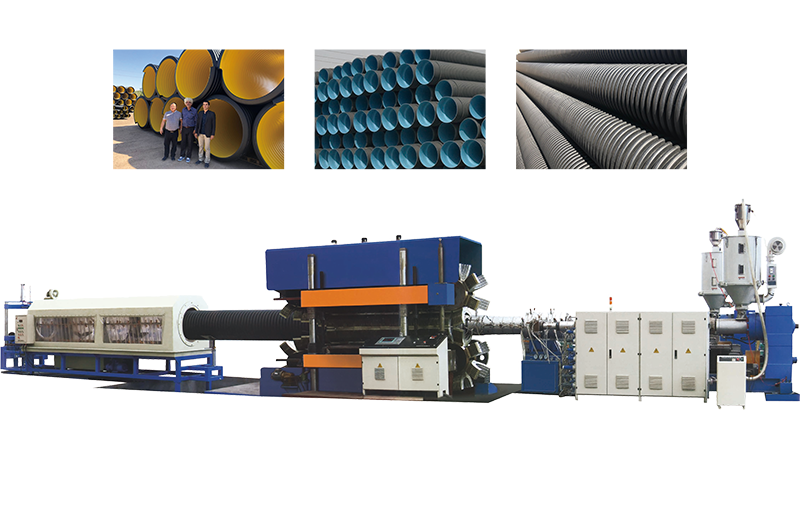
ਹਾਈ ਸਪੀਡ ਪੀਈ ਪੀਪੀ (ਪੀਵੀਸੀ) ਕੋਰੋਗੇਟਿਡ ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ










ਵੇਰਵਾ
ਪਲਾਸਟਿਕ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਪਲਾਸਟਿਕ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪਾਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸ਼ਹਿਰੀ ਡਰੇਨੇਜ, ਸੀਵਰੇਜ ਸਿਸਟਮ, ਹਾਈਵੇ ਪ੍ਰੋਜੈਕਟ, ਖੇਤਾਂ ਦੇ ਪਾਣੀ ਦੀ ਸੰਭਾਲ ਸਿੰਚਾਈ ਪ੍ਰੋਜੈਕਟਾਂ ਵਿੱਚ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਅਤੇ ਰਸਾਇਣਕ ਖਾਣ ਤਰਲ ਆਵਾਜਾਈ ਪ੍ਰੋਜੈਕਟਾਂ ਵਿੱਚ ਵੀ ਵਰਤੀਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ, ਜਿਸ ਵਿੱਚ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੀ ਇੱਕ ਮੁਕਾਬਲਤਨ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਹੈ। ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ ਵਿੱਚ ਉੱਚ ਆਉਟਪੁੱਟ, ਸਥਿਰ ਐਕਸਟਰਿਊਸ਼ਨ ਅਤੇ ਉੱਚ ਡਿਗਰੀ ਆਟੋਮੇਸ਼ਨ ਦੇ ਫਾਇਦੇ ਹਨ। ਐਕਸਟਰੂਡਰ ਨੂੰ ਉਪਭੋਗਤਾ ਦੀ ਸਮੱਗਰੀ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ ਸਥਿਤੀਆਂ, ਜਿਵੇਂ ਕਿ PE PP ਜਾਂ PVC ਦੇ ਅਨੁਸਾਰ ਡਿਜ਼ਾਈਨ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। PE PP ਡਬਲ-ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ ਇੱਕ ਨਵੀਂ ਕਿਸਮ ਦੀ ਉੱਚ-ਕੁਸ਼ਲਤਾ ਵਾਲੇ ਸਿੰਗਲ/ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। PVC ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਮਸ਼ੀਨ ਇੱਕ ਵੱਡੇ ਫਲੈਟ ਟਵਿਨ ਜਾਂ ਕੋਨਿਕਲ ਟਵਿਨ ਐਕਸਟਰੂਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਸਿੰਗਲ ਲੇਅਰ ਅਤੇ ਚੋਣ ਲਈ ਦੋ ਲੇਅਰਾਂ ਦੇ ਨਾਲ। ਡਬਲ ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਬਣਾਉਣ ਲਈ, ਦੋ ਕਿਸਮਾਂ ਹਨ,ਖਿਤਿਜੀ ਡਬਲ ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਐਕਸਟਰਿਊਸ਼ਨ ਲਾਈਨਅਤੇਲੰਬਕਾਰੀ ਡਬਲ ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਐਕਸਟਰਿਊਸ਼ਨ ਲਾਈਨ।
ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਵਾਹ
ਕੱਚਾ ਮਾਲ → ਮਿਕਸਿੰਗ → ਵੈਕਿਊਮ ਫੀਡਰ → ਪਲਾਸਟਿਕ ਹੌਪਰ ਡ੍ਰਾਇਅਰ → ਐਕਸਟਰੂਡਰ → ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡ → ਫਾਰਮਿੰਗ ਮੋਲਡ → ਵਾਟਰ ਕੂਲਿੰਗ ਫਾਰਮਿੰਗ ਮਸ਼ੀਨ → ਸਪਰੇਅ ਕੂਲਿੰਗ ਵਾਟਰ ਟੈਂਕ → ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ → ਸਟੈਕਰ
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਫਾਇਦੇ
1. HDPE ਇੱਕ ਨਵੀਂ ਕਿਸਮ ਦੀ ਉੱਚ-ਕੁਸ਼ਲਤਾ ਵਾਲੀ ਸਿੰਗਲ/ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਅਤੇ PVC ਇੱਕ ਵੱਡੇ ਫਲੈਟ ਟਵਿਨ ਜਾਂ ਕੋਨਿਕਲ ਟਵਿਨ ਐਕਸਟਰੂਡਰ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ। ਵੱਡਾ ਕੋਨਿਕਲ ਟਵਿਨ-ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਜਾਂ ਪੈਰਲਲ ਟਵਿਨ-ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਘੱਟ ਤਾਪਮਾਨ ਅਤੇ ਸਥਿਰ ਐਕਸਟਰੂਜ਼ਨ 'ਤੇ ਸ਼ਾਨਦਾਰ ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ।
2. ਮੋਡੀਊਲ ਕੂਲਿੰਗ ਵਿਧੀ ਜ਼ਬਰਦਸਤੀ ਪਾਣੀ ਕੂਲਿੰਗ ਹੈ, ਜੋ ਮੋਡੀਊਲ ਦੀ ਕੂਲਿੰਗ ਗਤੀ ਨੂੰ ਬਹੁਤ ਸੁਧਾਰਦੀ ਹੈ, ਤਾਂ ਜੋ ਉੱਚ-ਗਤੀ ਉਤਪਾਦਨ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕੇ।
3. ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਲਾਈਨ, ਜਿਸਨੂੰ ਡਬਲ ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਮਸ਼ੀਨ ਲਾਈਨ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਔਨਲਾਈਨ ਫਲੇਅਰਿੰਗ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦੀ ਹੈ ਕਿ ਬਣਾਈ ਗਈ ਪਾਈਪ ਦੀਆਂ ਵੱਖ-ਵੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਮਿਆਰਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹਨ।
4. ਆਯਾਤ ਕੀਤਾ ਅਨੁਪਾਤ-ਅਡਜਸਟ ਕਰਨ ਵਾਲਾ ਵਾਲਵ ਦਬਾਅ ਨੂੰ ਸਥਿਰ ਅਤੇ ਭਰੋਸੇਮੰਦ ਬਣਾਉਂਦਾ ਹੈ।
5. ਹਰੀਜ਼ੱਟਲ ਕਿਸਮ ਦਾ ਕੋਰੂਗੇਟਰ
6. ਵਰਕਿੰਗ ਪਲੇਟਫਾਰਮ ਤਿੰਨ-ਅਯਾਮੀ ਤੌਰ 'ਤੇ ਐਡਜਸਟੇਬਲ ਹੈ।
7. ਪਾਵਰ ਬੰਦ ਹੋਣ 'ਤੇ ਆਟੋਮੈਟਿਕ ਸੁਰੱਖਿਆ ਪ੍ਰਣਾਲੀ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ ਅਤੇ ਕੰਮ ਕਰਨ ਯੋਗ ਵਾਪਸ ਆ ਜਾਂਦੀ ਹੈ।
8. ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਸਟੇਸ਼ਨ
9. ਮੋਲਡ ਬਲਾਕ ਵਿਸ਼ੇਸ਼ ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਧਾਤ ਦੇ ਬਣੇ ਹੁੰਦੇ ਹਨ ਅਤੇ ਇਹਨਾਂ ਵਿੱਚ ਹਲਕਾ ਭਾਰ, ਉੱਚ ਤਾਕਤ, ਵਧੀਆ ਪਹਿਨਣ ਰੋਧਕ, ਥਰਮਲ ਵਿਸਥਾਰ ਦਾ ਛੋਟਾ ਗੁਣਾਂਕ ਹੁੰਦਾ ਹੈ।
10. ਪਾਈਪ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਬਣਾਉਣ ਵਾਲੇ ਨਾਲੀਦਾਰ ਮੋਲਡਾਂ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਠੰਢਾ ਕਰਨ ਲਈ ਏਅਰ ਕੂਲਿੰਗ ਅਤੇ ਵਾਟਰ ਕੂਲਿੰਗ।
11. ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਫਾਇਦੇ ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਧੂੜ ਰਹਿਤ ਹਨ।
12. ਪੂਰੀ ਲਾਈਨ PLC ਮਾਈਕ੍ਰੋ-ਕੰਪਿਊਟਰ ਕੰਟਰੋਲ ਸਿਸਟਮ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ ਜੋ ਪਿਘਲਣ ਵਾਲੇ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਨੂੰ ਦ੍ਰਿਸ਼ਟੀਗਤ ਰੂਪ ਵਿੱਚ ਦਿਖਾ ਸਕਦੀ ਹੈ, ਗਤੀ, ਗਲਤੀ ਅਲਾਰਮ ਬਣਾਉਂਦੀ ਹੈ ਅਤੇ ਬੁਨਿਆਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸਟੋਰੇਜ ਸਮਰੱਥਾ ਵੀ ਰੱਖਦੀ ਹੈ।
ਵੇਰਵੇ

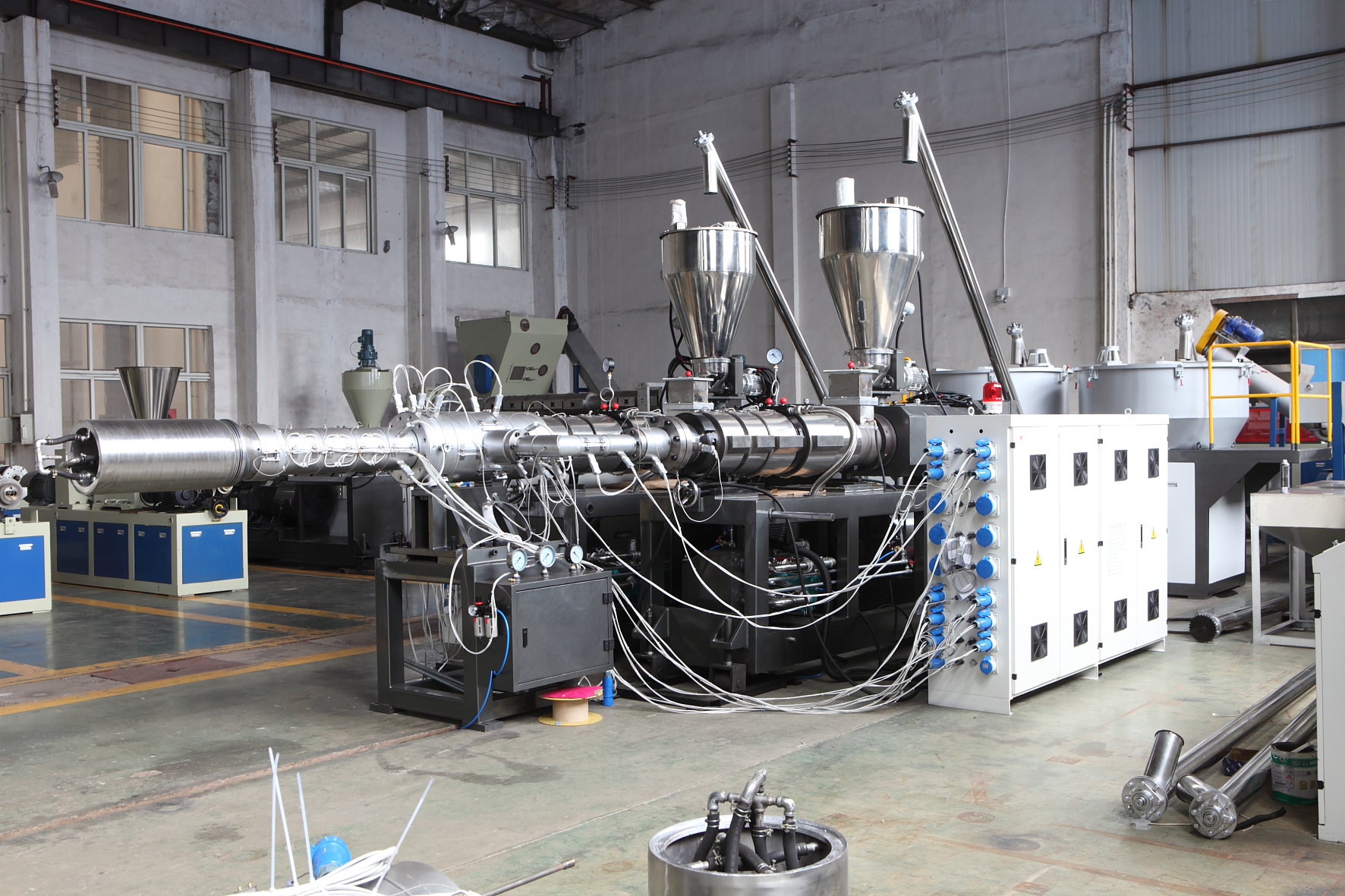
PE/PP ਲਈ ਸਿੰਗਲ ਪੇਚ ਐਕਸਟਰੂਡਰ
ਪੇਚ ਡਿਜ਼ਾਈਨ ਲਈ 33:1 L/D ਅਨੁਪਾਤ ਦੇ ਆਧਾਰ 'ਤੇ, ਅਸੀਂ 38:1 L/D ਅਨੁਪਾਤ ਵਿਕਸਤ ਕੀਤਾ ਹੈ। 33:1 ਅਨੁਪਾਤ ਦੇ ਮੁਕਾਬਲੇ, 38:1 ਅਨੁਪਾਤ ਵਿੱਚ 100% ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ, ਆਉਟਪੁੱਟ ਸਮਰੱਥਾ 30% ਵਧਾਉਣ, ਬਿਜਲੀ ਦੀ ਖਪਤ ਨੂੰ 30% ਤੱਕ ਘਟਾਉਣ ਅਤੇ ਲਗਭਗ ਲੀਨੀਅਰ ਐਕਸਟਰੂਜ਼ਨ ਪ੍ਰਦਰਸ਼ਨ ਤੱਕ ਪਹੁੰਚਣ ਦਾ ਫਾਇਦਾ ਹੈ। ਵਰਜਿਨ ਸਮੱਗਰੀ ਲਈ L/D ਅਨੁਪਾਤ 38:1 ਪੇਚ ਅਤੇ ਰੀਸਾਈਕਲ ਕੀਤੀ ਸਮੱਗਰੀ ਲਈ L/D 33:1 ਪੇਚ ਅਪਣਾਓ।
ਸਿਮੇਂਸ ਟੱਚ ਸਕ੍ਰੀਨ ਅਤੇ ਪੀ.ਐਲ.ਸੀ.
ਸਾਡੀ ਕੰਪਨੀ ਦੁਆਰਾ ਵਿਕਸਤ ਕੀਤੇ ਪ੍ਰੋਗਰਾਮ ਨੂੰ ਲਾਗੂ ਕਰੋ, ਸਿਸਟਮ ਵਿੱਚ ਅੰਗਰੇਜ਼ੀ ਜਾਂ ਹੋਰ ਭਾਸ਼ਾਵਾਂ ਇਨਪੁਟ ਕਰੋ।
ਬੈਰਲ ਦੀ ਸਪਾਈਰਲ ਬਣਤਰ
ਬੈਰਲ ਦੇ ਫੀਡਿੰਗ ਹਿੱਸੇ ਵਿੱਚ ਸਪਾਈਰਲ ਬਣਤਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਜੋ ਸਮੱਗਰੀ ਦੀ ਫੀਡ ਸਥਿਰ ਰਹੇ ਅਤੇ ਫੀਡਿੰਗ ਸਮਰੱਥਾ ਵੀ ਵਧਾਈ ਜਾ ਸਕੇ।
ਪੇਚ ਦਾ ਵਿਸ਼ੇਸ਼ ਡਿਜ਼ਾਈਨ
ਪੇਚ ਨੂੰ ਵਿਸ਼ੇਸ਼ ਢਾਂਚੇ ਨਾਲ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ, ਤਾਂ ਜੋ ਵਧੀਆ ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ ਅਤੇ ਮਿਸ਼ਰਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਬਿਨਾਂ ਪਿਘਲੇ ਹੋਏ ਪਦਾਰਥ ਪੇਚ ਦੇ ਇਸ ਹਿੱਸੇ ਨੂੰ ਨਹੀਂ ਲੰਘ ਸਕਦੇ।
ਏਅਰ ਕੂਲਡ ਸਿਰੇਮਿਕ ਹੀਟਰ
ਸਿਰੇਮਿਕ ਹੀਟਰ ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਕੰਮ ਕਰਨ ਦੀ ਉਮਰ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। ਇਹ ਡਿਜ਼ਾਈਨ ਉਸ ਖੇਤਰ ਨੂੰ ਵਧਾਉਣ ਲਈ ਹੈ ਜੋ ਹੀਟਰ ਹਵਾ ਨਾਲ ਸੰਪਰਕ ਕਰਦਾ ਹੈ। ਬਿਹਤਰ ਏਅਰ ਕੂਲਿੰਗ ਪ੍ਰਭਾਵ ਲਈ।
ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲਾ ਗੀਅਰਬਾਕਸ
ਗੇਅਰ ਦੀ ਸ਼ੁੱਧਤਾ 5-6 ਗ੍ਰੇਡ ਅਤੇ 75dB ਤੋਂ ਘੱਟ ਸ਼ੋਰ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾਵੇ। ਸੰਖੇਪ ਬਣਤਰ ਪਰ ਉੱਚ ਟਾਰਕ ਦੇ ਨਾਲ।
ਪੀਵੀਸੀ ਲਈ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ
ਪੀਵੀਸੀ ਪੈਦਾ ਕਰਨ ਲਈ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਅਤੇ ਪੈਰਲਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਦੋਵਾਂ ਨੂੰ ਲਾਗੂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਨਵੀਨਤਮ ਤਕਨਾਲੋਜੀ ਦੇ ਨਾਲ, ਪਾਵਰ ਘਟਾਉਣ ਅਤੇ ਸਮਰੱਥਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ। ਵੱਖ-ਵੱਖ ਫਾਰਮੂਲੇ ਦੇ ਅਨੁਸਾਰ, ਅਸੀਂ ਚੰਗੇ ਪਲਾਸਟਿਕਾਈਜ਼ਿੰਗ ਪ੍ਰਭਾਵ ਅਤੇ ਉੱਚ ਸਮਰੱਥਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵੱਖ-ਵੱਖ ਪੇਚ ਡਿਜ਼ਾਈਨ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਾਂ।

ਐਕਸਟਰੂਜ਼ਨ ਮੋਲਡ
ਬਾਹਰੀ ਪਰਤ ਅਤੇ ਅੰਦਰੂਨੀ ਪਰਤ ਦੋਵੇਂ ਡਾਈ ਹੈੱਡ ਦੇ ਅੰਦਰ ਬਾਹਰ ਕੱਢੇ ਜਾਂਦੇ ਹਨ। ਡਾਈ ਹੈੱਡ ਦੇ ਅੰਦਰ ਹਰੇਕ ਮਟੀਰੀਅਲ ਫਲੋ ਚੈਨਲ ਨੂੰ ਬਰਾਬਰ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ। ਹਰੇਕ ਚੈਨਲ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਅਤੇ ਮਿਰਰ ਪਾਲਿਸ਼ਿੰਗ ਤੋਂ ਬਾਅਦ ਹੁੰਦਾ ਹੈ ਤਾਂ ਜੋ ਸਮੱਗਰੀ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਨਾਲ ਹੀ ਡਾਈ ਹੈੱਡ ਦੋਵਾਂ ਪਰਤਾਂ ਵਿਚਕਾਰ ਸੰਕੁਚਿਤ ਹਵਾ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਸਲੀਵ ਦੀ ਵਰਤੋਂ ਅੰਦਰੂਨੀ ਪਰਤ ਨੂੰ ਠੰਢਾ ਕਰਨ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਅੰਦਰ ਨਿਰਵਿਘਨ ਅਤੇ ਸਮਤਲ ਪਾਈਪ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਸਲੀਵ ਦੇ ਅੰਦਰ ਦਬਾਅ ਵਾਲਾ ਪਾਣੀ ਵਗਦਾ ਹੈ ਤਾਂ ਜੋ ਚੰਗਾ ਕੂਲਿੰਗ ਪ੍ਰਭਾਵ ਪਵੇ। ਵੱਡੇ ਵਿਆਸ ਵਾਲੇ ਪਾਈਪ ਦਾ ਉਤਪਾਦਨ ਕਰਦੇ ਸਮੇਂ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਸਲੀਵ ਸਤਹ 'ਤੇ ਵੈਕਿਊਮ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ, ਅੰਦਰੂਨੀ ਪਾਈਪ ਗੋਲਾਈ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ।
ਮੋਲਡ ਬਣਾਉਣਾ
ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਸਹੀ ਮਾਪਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ। ਇੱਕ ਵੈਕਿਊਮ ਏਅਰ ਡਕਟ ਅਤੇ ਇੱਕ ਵੱਡੇ ਪ੍ਰਵਾਹ ਕਰਾਸ-ਸੈਕਸ਼ਨ ਵਾਲਾ ਵਾਟਰ-ਕੂਲਿੰਗ ਚੈਨਲ ਸਥਿਰ, ਉੱਚ-ਗੁਣਵੱਤਾ ਅਤੇ ਕੁਸ਼ਲ ਉਤਪਾਦਨ ਕਾਰਜ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। ਮੋਡੀਊਲ ਸਮੱਗਰੀ ਉੱਚ-ਸ਼ਕਤੀ ਵਾਲਾ ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਹੈ, ਜਿਸ ਵਿੱਚ ਉੱਚ ਥਰਮਲ ਚਾਲਕਤਾ, ਉੱਚ ਕਠੋਰਤਾ ਅਤੇ ਉੱਚ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਹੈ। ਮੋਡੀਊਲ ਬਣਤਰ ਇੱਕ ਅਨਿੱਖੜਵਾਂ ਦਬਾਅ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਇੱਕ ਸੰਘਣੀ ਬਣਤਰ ਅਤੇ ਉੱਚ ਥਰਮਲ ਸਥਿਰਤਾ ਦੇ ਨਾਲ। ਮੋਡੀਊਲ ਦੀ ਅੰਦਰੂਨੀ ਸਤਹ ਦਾ ਇਲਾਜ ਮੋਡੀਊਲ ਦੀ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਂਦਾ ਹੈ, ਜੋ ਕਿ ਲਹਿਰਾਂ ਦੇ ਸੰਪੂਰਨ ਗਠਨ ਲਈ ਵਧੇਰੇ ਅਨੁਕੂਲ ਹੈ। ਮੋਲਡ ਆਪਣੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਨਿਰਵਿਘਨ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ।


ਪਾਣੀ ਠੰਢਾ ਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ
ਪਾਣੀ ਨੂੰ ਠੰਢਾ ਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕੋਰੇਗੇਟਿਡ ਮੋਲਡ ਨੂੰ ਰੱਖਣ ਅਤੇ ਹਿਲਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਕੋਰੇਗੇਟ ਆਕਾਰ ਬਣਾਉਣ ਲਈ ਬਾਹਰੀ ਪਰਤ ਨੂੰ ਕੋਰੇਗੇਟਿਡ ਮੋਲਡ ਵਿੱਚ ਸੋਖਣ ਲਈ ਵੈਕਿਊਮ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਕੋਰੇਗੇਟਿਡ ਮੋਲਡ ਨੂੰ ਹਿਲਾ ਕੇ, ਪਾਈਪ ਨੂੰ ਵੀ ਕੋਰੇਗੇਟਰ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ।
ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਸ਼ਨ ਸਿਸਟਮ
ਗੀਅਰਾਂ ਨੂੰ ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਟ ਕਰੋ ਤਾਂ ਜੋ ਨਾਲੀਦਾਰ ਮੋਲਡ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਚੱਲ ਸਕੇ।
ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਗੇਅਰ ਰੈਕ
ਗੇਅਰ ਰੈਕ ਨੂੰ ਕੋਰੇਗੇਟਿਡ ਮੋਲਡ ਦੇ ਸਿਖਰ 'ਤੇ ਰੱਖਿਆ ਗਿਆ ਹੈ। ਸਾਰੇ ਗੇਅਰ ਰੈਕ ਨਾਈਟ੍ਰਾਈਡਿੰਗ ਅਤੇ ਹੀਟਿੰਗ ਟ੍ਰੀਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਹਨ, ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਘਿਸਣ ਪ੍ਰਤੀਰੋਧੀ।
ਉੱਪਰੀ ਐਡਜਸਟਮੈਂਟ ਸਿਸਟਮ
ਵੱਖ-ਵੱਖ ਆਕਾਰ ਦੇ ਕੋਰੇਗੇਟਿਡ ਮੋਲਡ ਲਈ ਉੱਪਰਲੇ ਫਰੇਮ ਨੂੰ ਇਲੈਕਟ੍ਰਾਨਿਕ ਤੌਰ 'ਤੇ ਐਡਜਸਟ ਕਰੋ। ਚਾਰ ਥੰਮ੍ਹਾਂ ਦੇ ਨਾਲ, ਸਥਿਰ ਅਤੇ ਸਹੀ ਐਡਜਸਟਮੈਂਟ ਯਕੀਨੀ ਬਣਾਓ।
ਟੈਂਸ਼ਨ ਐਡਜਸਟਿੰਗ ਸਿਸਟਮ
ਮੋਲਡ ਦੀ ਹਿੱਲਜੁਲ ਦੀ ਘਣਤਾ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ, ਮੋਲਡ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਹਿੱਲਣ ਦਿਓ।
ਅਨੁਪਾਤੀ ਵਾਲਵ
ਹਵਾ ਨੂੰ ਵਧੇਰੇ ਸਥਿਰ ਅਤੇ ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰਨ ਲਈ, ਵਧੀਆ ਪਾਈਪ ਅਤੇ ਸਾਕਟ ਆਕਾਰ ਬਣਾਉਣ ਲਈ।
ਮੋਲਡ ਕੂਲਿੰਗ ਸਿਸਟਮ
ਪਾਣੀ ਦੀ ਕੂਲਿੰਗ ਅਤੇ ਹਵਾ ਦੀ ਕੂਲਿੰਗ ਪ੍ਰਣਾਲੀ ਦੋਵਾਂ ਦੇ ਨਾਲ, ਬਿਹਤਰ ਕੂਲਿੰਗ ਪ੍ਰਭਾਵ, ਵਧੀਆ ਅਤੇ ਤੇਜ਼ ਪਾਈਪ ਬਣਾਉਣ ਲਈ।
UPS ਬੈਕਅੱਪ ਪਾਵਰ
ਜਦੋਂ ਪਾਵਰ ਫੇਲ੍ਹ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ UPS ਬੈਕਅੱਪ ਪਾਵਰ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਸਲੀਵ ਤੋਂ ਪਾਈਪ ਨੂੰ ਬਾਹਰ ਕੱਢਣ ਲਈ ਕੋਰੂਗੇਟਰ ਨੂੰ ਪਾਵਰ ਸਪਲਾਈ ਕਰੇਗਾ। ਪਾਈਪ ਠੰਢਾ ਹੋਣ ਅਤੇ ਸੁੰਗੜਨ ਤੋਂ ਬਾਅਦ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਸਲੀਵ 'ਤੇ ਪਾਈਪ ਫਸਣ ਤੋਂ ਬਚਣ ਲਈ।
ਸਪਰੇਅ ਕੂਲਿੰਗ ਵਾਟਰ ਟੈਂਕ
ਪਾਈਪ ਨੂੰ ਹੋਰ ਠੰਡਾ ਕਰਨ ਲਈ ਕੂਲਿੰਗ ਟੈਂਕ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਸਹਾਇਕ ਢੋਆ-ਢੁਆਈ
ਸਹਾਇਕ ਹੌਲ ਆਫ ਡਿਵਾਈਸ ਦੇ ਨਾਲ, ਟ੍ਰੈਕਸ਼ਨ ਡਿਵਾਈਸ ਵੀ ਲਚਕਦਾਰ ਹੈ। ਪਾਈਪ ਨੂੰ ਹੋਰ ਅੱਗੇ ਖਿੱਚਣ ਲਈ।
ਕੁਆਲਿਟੀ ਸਪਰੇਅ ਨੋਜ਼ਲ
ਕੁਆਲਿਟੀ ਵਾਲੇ ਸਪਰੇਅ ਨੋਜ਼ਲਾਂ ਦਾ ਕੂਲਿੰਗ ਪ੍ਰਭਾਵ ਬਿਹਤਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਅਸ਼ੁੱਧੀਆਂ ਦੁਆਰਾ ਆਸਾਨੀ ਨਾਲ ਬਲਾਕ ਨਹੀਂ ਹੁੰਦਾ।
ਪਾਣੀ ਦੀ ਟੈਂਕੀ ਫਿਲਟਰ
ਪਾਣੀ ਦੀ ਟੈਂਕੀ ਵਿੱਚ ਫਿਲਟਰ ਦੇ ਨਾਲ, ਬਾਹਰਲਾ ਪਾਣੀ ਅੰਦਰ ਆਉਣ 'ਤੇ ਕਿਸੇ ਵੀ ਵੱਡੀ ਅਸ਼ੁੱਧੀਆਂ ਤੋਂ ਬਚਣ ਲਈ।


ਨਾਲੀਦਾਰ ਪਾਈਪ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਉੱਚ ਸ਼ੁੱਧਤਾ ਵਾਲੀ ਹੈ ਅਤੇ ਧੂੜ ਨਹੀਂ ਹੈ।
ਐਲੂਮੀਨੀਅਮ ਕਲੈਂਪਿੰਗ ਡਿਵਾਈਸ
ਵੱਖ-ਵੱਖ ਪਾਈਪ ਆਕਾਰਾਂ ਲਈ ਐਲੂਮੀਨੀਅਮ ਕਲੈਂਪਿੰਗ ਡਿਵਾਈਸ ਲਗਾਓ। ਹਰੇਕ ਆਕਾਰ ਦਾ ਆਪਣਾ ਕਲੈਂਪਿੰਗ ਡਿਵਾਈਸ ਹੁੰਦਾ ਹੈ, ਵੱਖ-ਵੱਖ ਪਾਈਪ ਆਕਾਰਾਂ ਲਈ ਕੇਂਦਰੀ ਕੇਂਦਰੀ ਉਚਾਈ ਬਦਲਣ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ।
ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਸਿਸਟਮ
ਕਟਿੰਗ ਸਟੇਸ਼ਨ ਮੋਟਰ ਅਤੇ ਇਨਵਰਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਪਾਈਪ ਦੇ ਵਿਗਾੜ ਤੋਂ ਬਚਣ ਲਈ ਕਟਿੰਗ ਸਟੇਸ਼ਨ ਕੋਰੀਗੇਟਰ ਨਾਲ ਸਮਕਾਲੀ ਤੌਰ 'ਤੇ ਹਿੱਲ ਰਿਹਾ ਹੈ।
ਡਬਲ ਚਾਕੂ ਕੱਟਣਾ
ਦੋ ਚਾਕੂਆਂ ਨੂੰ ਇਕੱਠੇ ਕੱਟ ਕੇ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਸਾਕਟ ਦਾ ਅੰਤਲਾ ਹਿੱਸਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਕੱਟਿਆ ਗਿਆ ਹੈ।
ਸਟੈਕਰ
ਪਾਈਪਾਂ ਨੂੰ ਸਹਾਰਾ ਦੇਣ ਅਤੇ ਅਨਲੋਡ ਕਰਨ ਲਈ। ਸਟੈਕਰ ਦੀ ਲੰਬਾਈ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਪਾਈਪਾਂ ਨੂੰ ਸਹਾਰਾ ਦੇਣ ਅਤੇ ਅਨਲੋਡ ਕਰਨ ਲਈ। ਸਟੈਕਰ ਦੀ ਲੰਬਾਈ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸਟੈਕਰ 'ਤੇ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਹਿਲਾਉਣ ਲਈ, ਅਸੀਂ ਸਟੈਕਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਪੂਰਾ ਸਟੇਨਲੈਸ ਸਟੀਲ ਲਗਾਉਂਦੇ ਹਾਂ।
ਪਾਈਪ ਨੂੰ ਰੋਲਰ ਵਿੱਚ ਕੋਇਲ ਕਰਨ ਲਈ, ਸਟੋਰੇਜ ਅਤੇ ਆਵਾਜਾਈ ਲਈ ਆਸਾਨ। ਆਮ ਤੌਰ 'ਤੇ 110mm ਤੋਂ ਘੱਟ ਆਕਾਰ ਦੇ ਪਾਈਪ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਚੋਣ ਲਈ ਸਿੰਗਲ ਸਟੇਸ਼ਨ ਅਤੇ ਡਬਲ ਸਟੇਸ਼ਨ ਰੱਖੋ।

ਤਕਨੀਕੀ ਡੇਟਾ
| ਮਾਡਲ | ਪਾਈਪ ਦਾ ਆਕਾਰ (ਮਿਲੀਮੀਟਰ) | ਐਕਸਟਰੂਡਰ | ਆਉਟਪੁੱਟ (ਕਿਲੋਗ੍ਰਾਮ / ਘੰਟਾ) | ਗਤੀ (ਮੀਟਰ/ਮਿੰਟ) | ਕੁੱਲ ਪਾਵਰ (KW) | ਮੋਲਡ (ਜੋੜੇ) | ਕੂਲਿੰਗ ਸਿਸਟਮ |
| ਐਸਜੀਬੀ250 | 90-250 | ਐਸਜੇ65 ਐਸਜੇ75 | 300 | 1-4 | 150 | 48 | ਏਅਰ ਕੂਲਿੰਗ ਅਤੇ ਵਾਟਰ ਕੂਲਿੰਗ |
| ਐਸਜੀਬੀ500 | 200-500 | ਐਸਜੇ75 ਐਸਜੇ90 | 600 | 1-4 | 200 | 40 | ਏਅਰ ਕੂਲਿੰਗ ਅਤੇ ਵਾਟਰ ਕੂਲਿੰਗ |
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
-

ਉੱਚ ਆਉਟਪੁੱਟ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ SJZ ਸੀਰੀਜ਼ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ ਜਿਸਨੂੰ PVC ਐਕਸਟਰੂਡਰ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਦੇ ਫਾਇਦੇ ਹਨ ਜਿਵੇਂ ਕਿ ਜ਼ਬਰਦਸਤੀ ਐਕਸਟਰੂਡਿੰਗ, ਉੱਚ ਗੁਣਵੱਤਾ, ਵਿਆਪਕ ਅਨੁਕੂਲਤਾ, ਲੰਬੀ ਕਾਰਜਸ਼ੀਲਤਾ, ਘੱਟ ਸ਼ੀਅਰਿੰਗ ਸਪੀਡ, ਸਖ਼ਤ ਸੜਨ, ਵਧੀਆ ਮਿਸ਼ਰਿਤ ਅਤੇ ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਭਾਵ, ਅਤੇ ਪਾਊਡਰ ਸਮੱਗਰੀ ਦੀ ਸਿੱਧੀ ਸ਼ਕਲ ਆਦਿ। ਲੰਬੀਆਂ ਪ੍ਰੋਸੈਸਿੰਗ ਯੂਨਿਟਾਂ ਸਥਿਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਬਹੁਤ ਸਾਰੇ ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਬਹੁਤ ਭਰੋਸੇਮੰਦ ਉਤਪਾਦਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀਆਂ ਹਨ, ਜੋ PVC ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ, PVC ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ, PVC WPC ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ...
-

ਉੱਚ ਕੁਸ਼ਲ ਸਿੰਗਲ ਪੇਚ ਐਕਸਟਰੂਡਰ
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਸਿੰਗਲ ਪੇਚ ਪਲਾਸਟਿਕ ਐਕਸਟਰੂਡਰ ਮਸ਼ੀਨ ਹਰ ਕਿਸਮ ਦੇ ਪਲਾਸਟਿਕ ਉਤਪਾਦਾਂ, ਜਿਵੇਂ ਕਿ ਪਾਈਪ, ਪ੍ਰੋਫਾਈਲ, ਸ਼ੀਟਾਂ, ਬੋਰਡ, ਪੈਨਲ, ਪਲੇਟ, ਧਾਗਾ, ਖੋਖਲੇ ਉਤਪਾਦਾਂ ਅਤੇ ਹੋਰ ਬਹੁਤ ਸਾਰੀਆਂ ਚੀਜ਼ਾਂ ਨੂੰ ਪ੍ਰੋਸੈਸ ਕਰ ਸਕਦੀ ਹੈ। ਸਿੰਗਲ ਪੇਚ ਐਕਸਟਰੂਡਰ ਦੀ ਵਰਤੋਂ ਅਨਾਜ ਬਣਾਉਣ ਵਿੱਚ ਵੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਸਿੰਗਲ ਪੇਚ ਐਕਸਟਰੂਡਰ ਮਸ਼ੀਨ ਦਾ ਡਿਜ਼ਾਈਨ ਉੱਨਤ ਹੈ, ਉਤਪਾਦਨ ਸਮਰੱਥਾ ਉੱਚ ਹੈ, ਪਲਾਸਟਿਕਾਈਜ਼ੇਸ਼ਨ ਚੰਗੀ ਹੈ, ਅਤੇ ਊਰਜਾ ਦੀ ਖਪਤ ਘੱਟ ਹੈ। ਇਹ ਐਕਸਟਰੂਡਰ ਮਸ਼ੀਨ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਲਈ ਹਾਰਡ ਗੀਅਰ ਸਤਹ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ। ਸਾਡੀ ਐਕਸਟਰੂਡਰ ਮਸ਼ੀਨ ਦੇ ਬਹੁਤ ਸਾਰੇ ਫਾਇਦੇ ਹਨ। ਅਸੀਂ ਇਹ ਵੀ...
-

ਉੱਚ ਆਉਟਪੁੱਟ ਪੀਵੀਸੀ ਕਰਸਟ ਫੋਮ ਬੋਰਡ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ
ਐਪਲੀਕੇਸ਼ਨ ਪੀਵੀਸੀ ਕਰਸਟ ਫੋਮ ਬੋਰਡ ਉਤਪਾਦਨ ਲਾਈਨ WPC ਉਤਪਾਦਾਂ, ਜਿਵੇਂ ਕਿ ਦਰਵਾਜ਼ਾ, ਪੈਨਲ, ਬੋਰਡ ਆਦਿ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। WPC ਉਤਪਾਦਾਂ ਵਿੱਚ ਨਾ-ਘਟਣਯੋਗ, ਵਿਗਾੜ-ਮੁਕਤ, ਕੀੜੇ-ਮਕੌੜਿਆਂ ਦੇ ਨੁਕਸਾਨ ਪ੍ਰਤੀਰੋਧੀ, ਵਧੀਆ ਅੱਗ-ਰੋਧਕ ਪ੍ਰਦਰਸ਼ਨ, ਦਰਾੜ-ਰੋਧਕ, ਅਤੇ ਰੱਖ-ਰਖਾਅ-ਮੁਕਤ ਆਦਿ ਹੁੰਦੇ ਹਨ। ਮਿਕਸਰ ਲਈ ਮਾ ਪ੍ਰੋਸੈਸ ਫਲੋ ਸਕ੍ਰੂ ਲੋਡਰ→ ਮਿਕਸਰ ਯੂਨਿਟ→ ਐਕਸਟਰੂਡਰ ਲਈ ਸਕ੍ਰੂ ਲੋਡਰ→ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ→ ਮੋਲਡ → ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਟੇਬਲ→ ਕੂਲਿੰਗ ਟ੍ਰੇ→ ਹੌਲ ਆਫ ਮਸ਼ੀਨ→ ਕਟਰ ਮਸ਼ੀਨ→ ਟ੍ਰਿਪਿੰਗ ਟੇਬਲ→ ਅੰਤਿਮ ਉਤਪਾਦ ਨਿਰੀਖਣ ਅਤੇ...
-

ਉੱਚ ਆਉਟਪੁੱਟ ਪੀਵੀਸੀ (ਪੀਈ ਪੀਪੀ) ਅਤੇ ਲੱਕੜ ਦੇ ਪੈਨਲ ਐਕਸਟਰੂਜ਼ਨ...
ਐਪਲੀਕੇਸ਼ਨ WPC ਵਾਲ ਪੈਨਲ ਬੋਰਡ ਉਤਪਾਦਨ ਲਾਈਨ WPC ਉਤਪਾਦਾਂ, ਜਿਵੇਂ ਕਿ ਦਰਵਾਜ਼ਾ, ਪੈਨਲ, ਬੋਰਡ ਆਦਿ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। WPC ਉਤਪਾਦਾਂ ਵਿੱਚ ਨਾ-ਘਟਣਯੋਗ, ਵਿਗਾੜ-ਮੁਕਤ, ਕੀੜੇ-ਮਕੌੜਿਆਂ ਦੇ ਨੁਕਸਾਨ ਪ੍ਰਤੀਰੋਧੀ, ਵਧੀਆ ਅੱਗ-ਰੋਧਕ ਪ੍ਰਦਰਸ਼ਨ, ਦਰਾੜ-ਰੋਧਕ, ਅਤੇ ਰੱਖ-ਰਖਾਅ-ਮੁਕਤ ਆਦਿ ਹੁੰਦੇ ਹਨ। ਮਿਕਸਰ ਲਈ ਪ੍ਰੋਸੈਸ ਫਲੋ ਸਕ੍ਰੂ ਲੋਡਰ→ ਮਿਕਸਰ ਯੂਨਿਟ→ ਐਕਸਟਰੂਡਰ ਲਈ ਸਕ੍ਰੂ ਲੋਡਰ→ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ→ ਮੋਲਡ → ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਟੇਬਲ→ ਹੌਲ ਆਫ ਮਸ਼ੀਨ→ ਕਟਰ ਮਸ਼ੀਨ→ ਟ੍ਰਿਪਿੰਗ ਟੇਬਲ→ ਅੰਤਿਮ ਉਤਪਾਦ ਨਿਰੀਖਣ ਅਤੇ ਪੈਕਿੰਗ ਡੀ...
-

ਉੱਚ ਆਉਟਪੁੱਟ ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ
ਐਪਲੀਕੇਸ਼ਨ ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਹਰ ਕਿਸਮ ਦੇ ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਜਿਵੇਂ ਕਿ ਵਿੰਡੋ ਅਤੇ ਡੋਰ ਪ੍ਰੋਫਾਈਲ, ਪੀਵੀਸੀ ਵਾਇਰ ਟਰੰਕਿੰਗ, ਪੀਵੀਸੀ ਵਾਟਰ ਟ੍ਰੱਫ ਆਦਿ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ ਨੂੰ ਯੂਪੀਵੀਸੀ ਵਿੰਡੋ ਮੇਕਿੰਗ ਮਸ਼ੀਨ, ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਮਸ਼ੀਨ, ਯੂਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਐਕਸਟਰੂਜ਼ਨ ਮਸ਼ੀਨ, ਪੀਵੀਸੀ ਪ੍ਰੋਫਾਈਲ ਮੇਕਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਹੋਰ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਮਿਕਸਰ ਲਈ ਪ੍ਰੋਸੈਸ ਫਲੋ ਸਕ੍ਰੂ ਲੋਡਰ→ ਮਿਕਸਰ ਯੂਨਿਟ→ ਐਕਸਟਰੂਡਰ ਲਈ ਸਕ੍ਰੂ ਲੋਡਰ→ ਕੋਨਿਕਲ ਟਵਿਨ ਸਕ੍ਰੂ ਐਕਸਟਰੂਡਰ→ ਮੋਲਡ → ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਟੇਬਲ→ ਹੌਲ ਆਫ ਮਸ਼ੀਨ→ ਕਟਰ ਮਸ਼ੀਨ→ ਟ੍ਰਿਪਿੰਗ ਟੈਬ...
-
ਵਿਕਰੀ ਲਈ ਹੋਰ ਪਾਈਪ ਐਕਸਟਰਿਊਸ਼ਨ ਲਾਈਨਾਂ
ਸਟੀਲ ਵਾਇਰ ਸਕੈਲੇਟਨ ਰੀਇਨਫੋਰਸਡ ਪਲਾਸਟਿਕ ਕੰਪੋਜ਼ਿਟ ਪਾਈਪ ਮਸ਼ੀਨ ਤਕਨੀਕੀ ਮਿਤੀ ਮਾਡਲ ਪਾਈਪ ਰੇਂਜ (ਮਿਲੀਮੀਟਰ) ਲਾਈਨ ਸਪੀਡ (ਮੀਟਰ/ਮਿੰਟ) ਕੁੱਲ ਇੰਸਟਾਲੇਸ਼ਨ ਪਾਵਰ (kw LSSW160 中50- φ160 0.5-1.5 200 LSSW250 φ75- φ250 0.6-2 250 LSSW400 φ110- φ400 0.4-1.6 500 LSSW630 φ250- φ630 0.4-1.2 600 LSSW800 φ315- φ800 0.2-0.7 850 ਪਾਈਪ ਦਾ ਆਕਾਰ HDPE ਠੋਸ ਪਾਈਪ ਸਟੀਲ ਵਾਇਰ ਸਕੈਲੇਟਨ ਰੀਇਨਫੋਰਸਡ ਪਲਾਸਟਿਕ ਕੰਪੋਜ਼ਿਟ ਪਾਈਪ ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ) ਭਾਰ (ਕਿਲੋਗ੍ਰਾਮ/ਮੀਟਰ) ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ) ਭਾਰ (ਕਿਲੋਗ੍ਰਾਮ/ਮੀਟਰ) φ200 11.9 7.05 7.5 4.74 ...
-
ਉੱਚ ਕੁਸ਼ਲ ਪੀਪੀਆਰ ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ
ਵਰਣਨ PPR ਪਾਈਪ ਮਸ਼ੀਨ ਮੁੱਖ ਤੌਰ 'ਤੇ PPR ਗਰਮ ਅਤੇ ਠੰਡੇ ਪਾਣੀ ਦੀਆਂ ਪਾਈਪਾਂ ਬਣਾਉਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। PPR ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ ਐਕਸਟਰੂਡਰ, ਮੋਲਡ, ਵੈਕਿਊਮ ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਟੈਂਕ, ਸਪਰੇਅ ਕੂਲਿੰਗ ਟੈਂਕ, ਹੌਲ ਆਫ ਮਸ਼ੀਨ, ਕਟਿੰਗ ਮਸ਼ੀਨ, ਸਟੈਕਰ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰਾਂ ਤੋਂ ਬਣੀ ਹੈ। PPR ਪਾਈਪ ਐਕਸਟਰੂਡਰ ਮਸ਼ੀਨ ਅਤੇ ਹੌਲ ਆਫ ਮਸ਼ੀਨ ਫ੍ਰੀਕੁਐਂਸੀ ਸਪੀਡ ਰੈਗੂਲੇਸ਼ਨ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, PPR ਪਾਈਪ ਕਟਰ ਮਸ਼ੀਨ ਚਿਪਲੈੱਸ ਕੱਟਣ ਵਿਧੀ ਅਤੇ PLC ਨਿਯੰਤਰਣ, ਸਥਿਰ-ਲੰਬਾਈ ਕੱਟਣ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਸਤ੍ਹਾ ਨਿਰਵਿਘਨ ਹੁੰਦੀ ਹੈ। FR-PPR ਗਲਾਸ ਫਾਈਬਰ PPR ਪਾਈਪ ਤਿੰਨ... ਤੋਂ ਬਣੀ ਹੈ।
-

ਉੱਚ ਆਉਟਪੁੱਟ ਪੀਵੀਸੀ ਪਾਈਪ ਐਕਸਟਰਿਊਸ਼ਨ ਲਾਈਨ
ਐਪਲੀਕੇਸ਼ਨ ਪੀਵੀਸੀ ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ ਖੇਤੀਬਾੜੀ ਪਾਣੀ ਦੀ ਸਪਲਾਈ ਅਤੇ ਡਰੇਨੇਜ, ਇਮਾਰਤ ਦੀ ਪਾਣੀ ਦੀ ਸਪਲਾਈ ਅਤੇ ਡਰੇਨੇਜ ਅਤੇ ਕੇਬਲ ਵਿਛਾਉਣ ਆਦਿ ਲਈ ਹਰ ਕਿਸਮ ਦੇ ਯੂਪੀਵੀਸੀ ਪਾਈਪ ਬਣਾਉਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਪੀਵੀਸੀ ਪਾਈਪ ਨਿਰਮਾਣ ਮਸ਼ੀਨ ਪਾਈਪ ਵਿਆਸ ਰੇਂਜ ਬਣਾਉਂਦੀ ਹੈ: Φ16mm-Φ800mm। ਦਬਾਅ ਪਾਈਪ ਪਾਣੀ ਦੀ ਸਪਲਾਈ ਅਤੇ ਆਵਾਜਾਈ ਖੇਤੀਬਾੜੀ ਸਿੰਚਾਈ ਪਾਈਪ ਗੈਰ-ਦਬਾਅ ਪਾਈਪ ਸੀਵਰ ਫੀਲਡ ਬਿਲਡਿੰਗ ਪਾਣੀ ਦੀ ਨਿਕਾਸੀ ਕੇਬਲ ਕੰਡਿਊਟ, ਕੰਡਿਊਟ ਪਾਈਪ, ਜਿਸਨੂੰ ਪੀਵੀਸੀ ਕੰਡਿਊਟ ਪਾਈਪ ਮੇਕਿੰਗ ਮਸ਼ੀਨ ਮਿਕਸਰ ਲਈ ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਵਾਹ ਸਕ੍ਰੂ ਲੋਡਰ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ→ ...
-

ਹਾਈ ਸਪੀਡ ਹਾਈ ਕੁਸ਼ਲ PE ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ
ਵਰਣਨ Hdpe ਪਾਈਪ ਮਸ਼ੀਨ ਮੁੱਖ ਤੌਰ 'ਤੇ ਖੇਤੀਬਾੜੀ ਸਿੰਚਾਈ ਪਾਈਪਾਂ, ਡਰੇਨੇਜ ਪਾਈਪਾਂ, ਗੈਸ ਪਾਈਪਾਂ, ਪਾਣੀ ਸਪਲਾਈ ਕਰਨ ਵਾਲੀਆਂ ਪਾਈਪਾਂ, ਕੇਬਲ ਕੰਡਿਊਟ ਪਾਈਪਾਂ ਆਦਿ ਦੇ ਉਤਪਾਦਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। PE ਪਾਈਪ ਐਕਸਟਰੂਜ਼ਨ ਲਾਈਨ ਵਿੱਚ ਪਾਈਪ ਐਕਸਟਰੂਡਰ, ਪਾਈਪ ਡਾਈਸ, ਕੈਲੀਬ੍ਰੇਸ਼ਨ ਯੂਨਿਟ, ਕੂਲਿੰਗ ਟੈਂਕ, ਹੌਲ-ਆਫ, ਕਟਰ, ਸਟੈਕਰ/ਕੋਇਲਰ ਅਤੇ ਸਾਰੇ ਪੈਰੀਫਿਰਲ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ। Hdpe ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ 20 ਤੋਂ 1600mm ਤੱਕ ਦੇ ਵਿਆਸ ਵਾਲੀਆਂ ਪਾਈਪਾਂ ਤਿਆਰ ਕਰਦੀ ਹੈ। ਪਾਈਪ ਵਿੱਚ ਕੁਝ ਸ਼ਾਨਦਾਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ ਜਿਵੇਂ ਕਿ ਹੀਟਿੰਗ ਰੋਧਕ, ਬੁਢਾਪਾ ਰੋਧਕ, ਉੱਚ ਮਕੈਨੀਕਲ ਸਟ੍ਰੇਨ...



